商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
产品简介:
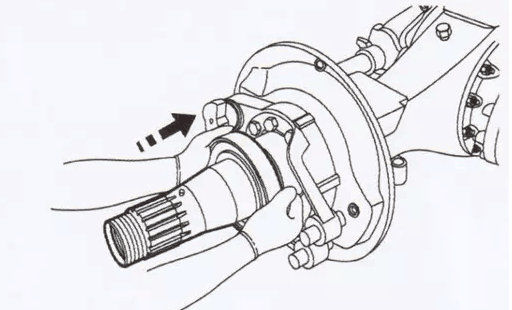
产品详情:磨辊设备组装依次:
1.首先将磨辊轴大头放在地面上,加热轴套,然后将其缩紧在砂轮轴上(砂轮衬套设备的价钱),并下降带螺纹的一端。
2.加热轴承3016,将其安装在磨辊轴上,并全然接触套筒的外缘,然后涂抹*硫化钼(润滑剂)。
3.将磨辊套筒放在地面上,然后将磨辊轴从细端插入到辊套中。此时,用*硫化钼涂覆轴承3616的另一端。
4.在下部压盖的顶部和底部放到一个油封,并且油封的凹槽方向朝外。用钳子将卡环放在上油封的上方(上油封防止油外泄,下油封防止灰尘进入,并且卡环主要固定油封)。
5.在磨辊套的顶部放一块石棉垫,在下腺体的两个油封之间的凹槽中涂抹*硫化钼,然后在磨辊轴的上端缠上较厚的塑料,直到向下滑动轴颈(以防止毁坏油封,购得研磨碗衬里装置,卡簧和螺纹)。
6.在下压盖上加一个垫片,并拧紧(主要是为了防止漏油)。
7.将开口螺母安装到反向带扣中,然后在拧紧后拧紧螺栓,以防止开口螺母反向。
8.将磨辊放在衬套套件上,稳固拧紧,并确保衬套可以旋转(衬套当作密封的外层)。
9.用正扣拧紧压缩螺母2,然后用反向扣拧紧压缩螺母1,然后在螺栓上安装一个孔。(形状特点:压缩螺母1较大,有6个孔;压缩螺母2较大。有四个孔)
10.朝组装好的组件的方向旋转,将油封按照凹槽的方向放入毛坯中,然后将毛坯组件放入辊轴中,使劲打碎毛坯的边沿,使其与辊套全然接触。
11.放入7612轴承套,拧紧使其全然与磨辊套接触,研磨碗衬套,然后放入适度*硫化钼,提供碗衬套设备,然后放入轴承芯放入轴承套里面。
12.用正扣拧紧压紧螺母3,用反扣拧紧压紧螺母4,拧紧后对准螺钉孔,然后用铁线联接相反的螺栓。
13.将石棉垫放在磨辊套筒上,安装压盖,将横臂轴调整到中间位置,然后用顶部金属丝将其固定。
14.拧紧上压盖的油塞和磨辊套筒上的两个油塞,焊接防护板,然后安装耐磨套筒。
15.检验整个磨辊旋转,以确保其可以正常工作。
我们组装的每一步都基于20年的经验。每个步骤都基于保护备件本身并为备件提供最合适的操作空间。由于油封的重要性,我们的油封用到德国进口优质油封来确保设备的运行!
对于立磨,磨辊是limo的心脏,而磨辊轴承是磨辊的心脏。磨辊轴承的正常运行是limo精确运行的关键。磨辊轴承在高温,冲击,重载和低速的繁杂环境中运行。磨辊还具更恶劣的工作条件,例如高灰尘等。如何在这样的工作条件下正确用到磨辊轴承并延长其使用寿命始终是用户和设计人员关心的疑问。因此,分析轴承在使用过程中的失效形式以及如何避免它愈加最主要。
侧面及其衬板设备
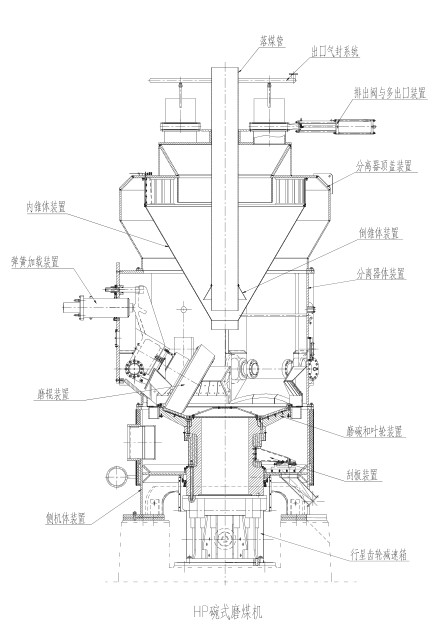
以下步骤参考了磨煤机的总图以及侧车体及其衬里设备组件的图。
1请注意参考“HP743磨煤机主要构件参考重量表”上的重量,从运输工具上取下侧车身及其衬里装置k3736.8-5〜9,然后擦拭侧身底板。表面。
2洁净侧板安装底板的上表面,然后涂薄薄一层轻油。
3根据总图上磨煤机配置中所示的进风口位置,将侧板及其衬板装置k3736.8-5〜9正确安装在底板上,将销钉固定在底板上。
4应用调节块将变速箱与侧车身对准(请参看专用工具图)。此时,请勿拧紧或固定变速箱。
5根据d-gp-2176中显示的扭矩要求,将侧板k3736.8-5〜9固定在基板上。
无锡科瑞棋长期供应电厂磨煤机配件,型号完备,价钱合理,质量保证,欢迎来电咨询。
磨碗衬板device价位|HP磨煤机特别配件库存|无锡科瑞棋传动机械有限公司。无锡科瑞棋传动机械有限公司()提供的研磨碗衬里是轴承配件的领导江苏无锡。多年来,公司贯彻科学管理,创新发展,诚实守信的规范,在很大程度上满足了客户的需要,领导和全体职工热情欢迎各界人士来@nz开展咨询和接洽。@transmission,共创科瑞棋传动更好的未来。