商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
产品简介:
产品详情:磨煤机运作法则展示
1.磨煤机的工作原理
1.球磨机
该机械是含有外齿轮传动设备的卧式圆柱旋转设备,有两个仓库格子型球磨机。物料从进料设备以螺旋状均匀地通过进料空心轴进入磨机的第一个料仓。垃圾桶具备台阶衬里或含有不同标准钢球的波纹衬里。气缸的旋转产生离心力,将钢球带到一定高度。落下后会对物料产生沉重的打击和磨削功用,物料抵达第一仓库的粗磨后,通过单层隔仓板进入第二仓库。仓库内装有平衬板,内部装有钢球以更进一步研磨物料,粉末通过出料格栅排出,完成研磨操作。
2.辊磨机
电机带动砂轮旋转通过减速机,物料通过锁风喂料器从进料口落入砂轮中心,而热空气则从进料口进入磨机。物料在离心力的作用下移动到研磨盘的边缘。通过磨盘上的环形凹槽时,它会被磨辊压碎并压碎。粉碎的物料由磨盘边缘的风环高速气流携带。微粒直接落在研磨盘上并再度研磨。当气流中的物料通过上部分离器时,在旋转的转子的作用下,粗粉从圆锥体落到磨盘上并再次研磨。集尘设备就是产品。涵盖水分的材质在与热气流的接触过程中被干燥。通过调节热风温度,可以满足不同湿度物料的要求,并达到所需的产品水分;通过调节隔板,可以达到不同产品所需的厚度。
2.磨煤机的维护
在设备维护过程中,应做以下工作:(1)检查主机前后轴承室的轴承润滑状况。如果油脂聚积,请整洁并更新油脂。检查轴承磨损情形,看是否需更换。(2)检查并固定外部螺栓(3)敞开主机,检查煤锤的磨损情况,如果严重则更换新零部件。(4)检查破碎部位的机壳衬板和固定螺栓是否松动,松动是否牢固,如果磨损严重应更换新的衬板。(5)检查风扇叶片的连接螺栓是否松动以及叶片是否严重磨损。如果它们松动,则应牢固或更换它们。(6)检查燃烧炉内部以拔除积垢并修整炉衬。
2操作模式对磨煤机单位消耗量的影响
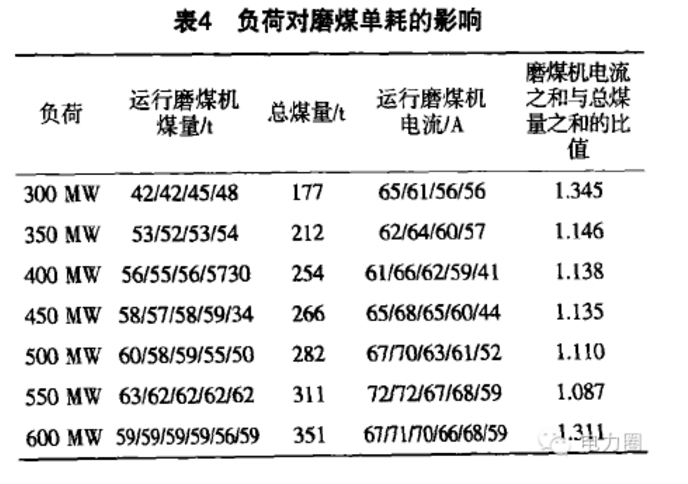
2.1负荷对磨煤机单耗的影响
负荷对磨煤机单耗的影响示于表4。这里,磨煤机电流之和与总煤量之和的比值表示磨煤机的单耗。从表4的数据可以看出,负荷低时,磨煤机的单位能耗很高。随着产量的增加,磨煤机的单位能耗渐渐下降。经过一定的输出后,单位消耗日渐增加。这些变化基本上相符几率统计的“正态分布”。因此,存在这样的经济的输出范围,即,在该输出范围内,不考虑煤质变化的影响,粉体的单位消耗量低。不同的单位有着不同的经济产出范围,但是现在大型单位参与了调峰,并且自动发电控制系统的投资率相对较高。因此,该单元的输出基本上是不可操纵的。
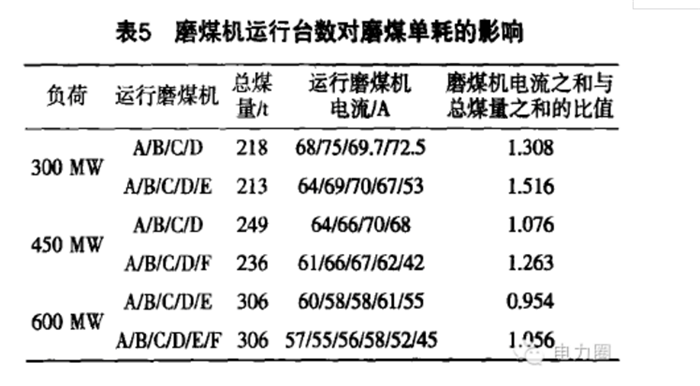
2.2磨煤机数目对磨煤机单耗的影响
表5显示了操作单元数对磨煤机单耗的影响。
从表5可以看出,在相同负荷下,用到的煤粉机数目较少,单个煤粉机的煤量较大,单位煤耗较低,但是在实际上运转中,经济性与安全需要之间的联系因此,不能盲目追求经济。例如,当负荷增加时,推迟启动磨煤机可能会引致不安全事故。
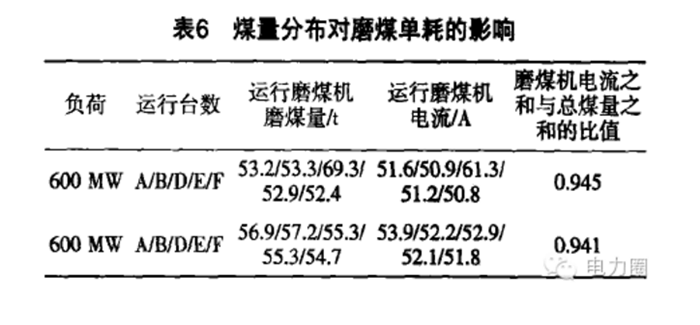
2.3煤炭分布对单位煤炭消费的影响
表6显示了磨煤机煤量分布对磨煤机单耗的影响。
从表6可以看出:无论磨辊wear等其他设备因素如何,当相同的负荷和总的煤量相同时,各磨煤机的煤量分布是不同的,电流是不同的。两个磨煤机之间的煤量偏差越大,电流偏差越大;当每个磨煤机的煤量均匀分布时,电流偏差很小,单位耗煤量也很小,因此,在具体工作中,不考虑锅炉燃烧和蒸气温度调节的情形下,磨煤机应尽量保持平衡,以使单位煤耗较低。
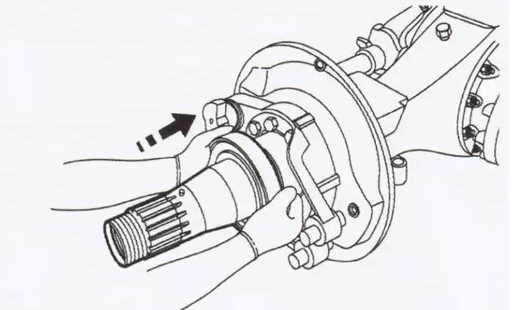
磨辊设备组装次序:
1.将磨辊轴的大端放在地面上,加热轴套,然后将其螺纹端朝下缩紧在磨辊轴上。
2.加热轴承3016,将其安装在磨辊轴上,并全然接触套筒的边缘,然后涂抹*硫化钼(润滑剂)。
3.将磨辊套上端放在地上,将320RU92AC1112R3放好,然后将磨辊轴从细端插入磨辊套。此时,用*硫化钼涂覆轴承3616的另一端。
4.在下部压盖的顶部和底部安放一个油封,并且油封的凹槽方向朝外。用钳子将卡环放在上油封的上方(上油封防止油泄露,下油封防止尘土进入,并且卡环主要固定油封)。
5.在磨辊套的顶部放一块石棉垫,在下腺体的两个油封之间的凹槽中涂抹*硫化钼,然后在磨辊轴的上端缠上较厚的塑料,直到沿着轴套,然后将下压盖向下按压。塑料逐渐滑落(以防止破坏油封,卡簧和螺纹)。
6.在下压盖上加一个垫片,并拧紧(主要是为了防止漏油)。
7.将开口螺母安装到反向带扣中,然后在拧紧后拧紧螺栓,以防止开口螺母反向。
8.将磨辊放在衬套套件上,牢固拧紧,并确保衬套可以旋转(衬套当做密封的外层)。
9.用正扣拧紧压缩螺母2,然后用反向扣拧紧压缩螺母1,然后在螺栓上安装一个孔。(形状特点:压缩螺母1较大,有6个孔;压缩螺母2较大。有四个孔)
10.朝组装好的组件的方向旋转,将油封按照凹槽的方向放入毛坯中,然后将毛坯组件放入辊轴中,使劲打碎毛坯的边缘,使其与辊套全然接触。
11.放入7612轴承套,并以相同的方法挤压使其与磨辊套全然接触,然后放入适度的*硫化钼,然后将轴承芯放入轴承套中。
12.用正扣拧紧压紧螺母3,用反扣拧紧压紧螺母4,拧紧后指向螺钉孔,然后用铁线连通相反的螺栓。
13.将石棉垫放在磨辊套筒上,安装压盖,将横臂轴调整到中间位置,然后用顶部金属丝将其固定。
14.拧紧上压盖的油塞和磨辊套筒上的两个油塞,焊接防护板,然后安装耐磨套筒。
15.检查整个磨辊旋转,以确保其可以正常工作。
我们组装的每一步都基于20年的经验。每个步骤都基于保护备件本身并为备件提供最合适的操作空间。由于油封的重要性,我们的油封用到德国进口优质油封来确保设备的运行!
280RU910D1268R2电话机,北重磨机轴承由无锡科瑞棋传动机械有限公司。行路致远提供,开拓进取。无锡科瑞棋传动机械有限公司()致力于成为与您共赢,共生和联合进步的战略性合作同伴,并决意成为轴承配件方面更有影响力的企业,与您一起飞跃,获得一同的成功!