商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
产品简介:
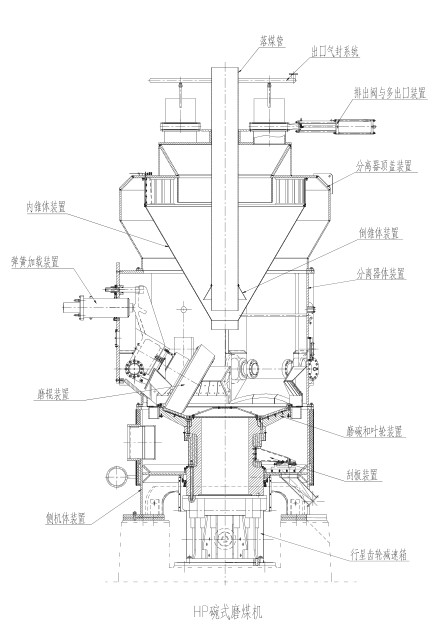
产品详情:研磨辊孔盖K3736.15-12和春GP3271install
磨辊孔盖和弹簧装置已在工厂中总体安装,并已定购并提供了砂轮毂。主要安装步骤如下:
1在弹簧装置上安装制造商提供的弹簧预紧装置TY03,将弹簧预紧至186.7kn的预紧力并锁紧,弹簧压缩尺寸为25.4mm。由于油压缸路程的限制,预加载必须分成多次。
2清洁研磨辊孔盖和分离器主体门框凸缘的接合面,并使用烙铁品牌609密封剂。
3安装磨辊限位拉杆和锁紧螺母k3736.13-20。
4垂直提升磨辊孔盖,高度为磨辊有限拉杆应大于研磨辊头k3736.15.5.050或更大,然后渐渐临近分离器主体的门框,然后渐渐放将其垂直向下居中安放,保证将滚轮限制杆插入滚轮头的凹槽中。
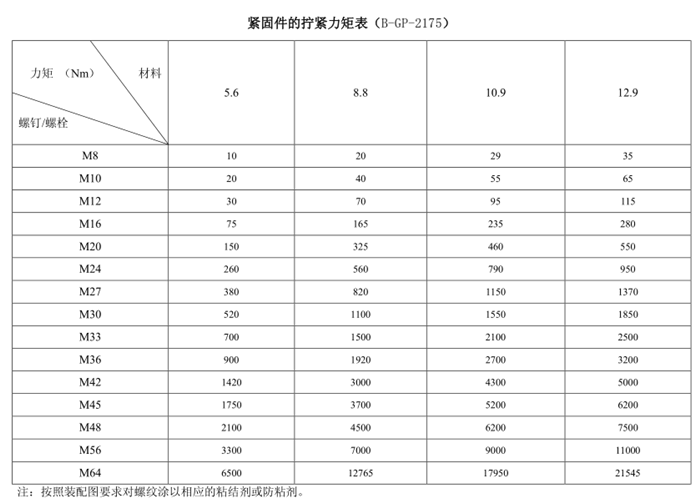
5根据B-GP-2175的要求使用螺栓拧紧,并用乐泰 277螺纹胶涂在螺栓的头部
磨碗,磨碗毂,叶 轮和刮板安装
1以下步骤参照了磨煤机的总图以及磨碗,叶轮装置和刮板装置的组件图。
2把磨碗毂linerk3736.7.1.0(a,b)插入侧车身装置k3736.8.0的内周。
3清洁研磨碗轮毂的底部表面,并在与齿轮箱匹配的表面上涂一层轻油膜。
4使用砂轮提升装置k3736.7.1.0将砂轮和叶轮装置固定做到,放低k3736.7.2.0低磨碗装置,将其放入侧边并放在齿轮箱上,定位销必须正确对齐。(一个定位销从中心线偏移)。请注意,如果变速箱的油底壳也变干,则要磨削碗形毂,@@@时就不能旋转变速箱输入轴。
5仅用螺纹胶涂上 8螺柱的螺纹。K3736.13-18螺栓用以将磨碗壳安装在齿轮箱上。拧入联轴器法兰的螺栓K3736.13-18的螺纹深度为90*。
6安装六角螺母k3736.13-20和垫圈(涂有涂层以防范咀嚼)。
7使用扭矩扳手,按磨煤机总图第1件号的次序将每个螺母拉到81.3n·*。
8重复步骤1并将螺母拧紧至122@@@*。
9重复步骤1并将螺母拧紧至181.7。
10使用螺栓预紧装置(kk3736.21-16)将螺栓按依次拧紧至300kn。
11重复步骤4,将螺柱拧紧至667kn。
12根据制粉机总图第一页的技术要求,将间隙环与磨碗轮毂之间的间隙调节至0.5±0.25*。调整后,请致电砂轮毂制造商,并用螺丝将其固定。拧紧扭矩为54.2n·*。
13根据组件图的要求将刮板装置固定在砂轮毂上,并用圆钢和紧固件展开点焊。根据磨煤机总图第1件的技术要求,将刮板和侧板底板之间的间隙调整为9±5*,调整后,拧紧紧固件并根据组成图要求的扭矩将其焊接。
14填入绝缘材料后,用紧固件将磨碗轮毂衬里(a,b)固定在磨碗轮毂上。
15密封屏蔽装置
16以下步骤参照了磨煤机的总图。
17放上密封环并调整与研磨碗轮毂的间隙,以使密封环和研磨碗轮毂具备相同的周向间隙,价位与研磨碗轮毂制造商的价钱相同,然后在螺栓上涂上乐泰粘结剂并按照图表b-gp-2175的要求拧紧螺栓。
18将填料填入到密封环中,在螺柱上涂抹乐泰粘结剂并根据匹配记号组装密封
压盖。用密封圈压盖拧紧填料,拧紧扭矩13.5N・*。
19如图所示,将定位钉安装到密封环和密封压盖中。
20安装护罩
HP743磨煤机现场安装组件的注意事项:
1在安装每个组件的匹配加工表面时,必须使用指定的平面密封胶展开清洁和涂漆。
2boltsK3736.13-13和nutsK3736.13-15应涂有黏合剂,并按照图片b-gp-2175拧紧。对于有特别要求的紧固件,必须遵从图纸和技术文件的基准,并留意不用超过图纸和技术文件。指定的扭矩值。
3起重装置是用户的义务,起吊装置时必须小心翼翼。各种起重装置和工具必须兼具足够的强度来支撑起重负载,以免引致人身伤害或构件毁损。
4现场安装和调整需制造商提供的专用工具。请根据专用工具装配图的技术要求展开操作。
磨碗毂制造商电话机,无锡科瑞棋传动机械有限公司,磨碗轮由无锡科瑞棋传动机械有限公司。无锡科瑞棋传动机械有限公司提供。)座落无锡市新区星创四路89号704,星洲电子商务园。随着市场经济的发展,科瑞棋传动目前在滚珠轴承配件方面拥有很高的声望,并保有不错的名声。科瑞棋传动已得到整个网络业务联盟的认证,标记着我们的服务和管理水准已达到newheight。科瑞棋transmission所有职工愿与各界有识之士一同发展,共创美好未来。