商品信息
基本参数
- 产地江苏
- 品牌
- 产品型号
- 产品操作
- 产品应用范围
- 产品材料等级
- 产品表面处理
产品简介:
产品详情:HP743磨煤机single磨辊共有的数目是:K3736.15-4O型密封圈.K3736.15.3.0电磁螺塞。K3736.15-6K3736.15-8轴承固定环。K3736.15-9磨辊挡圈下磨滚滚座盖。K3736.15-10。K3736.15-11磨滚键。K3736.15-12磨滚liner。磨辊磨滚座盖。
{K3736.15-11磨辊衬板}
{K3736.15-12磨辊座盖}
{v00-793油封}
无锡科瑞棋传动机械有限公司 TIMKEN 火电工业*授权分销商。提供图纸编号以开展精确处理。无锡科瑞棋传动机械有限公司,TIMKEN行业分销商。根据客户提供的图纸编号,例如K3714.12.0,可以用到与原始工厂相同的附件制造,但价钱更具竞争力。请咨询
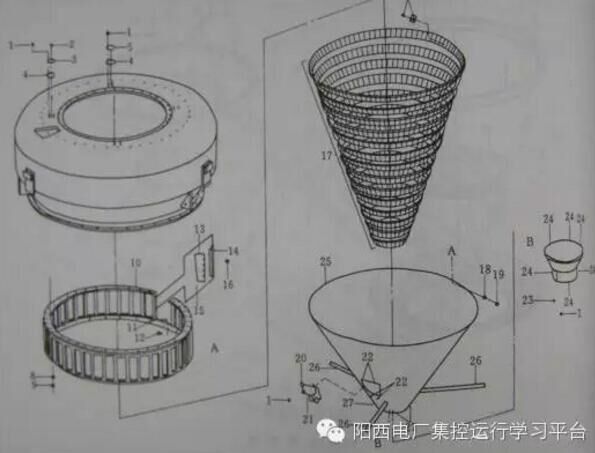
(4)煤粉分离器
煤粉分离器是一种根据厚度在磨煤机出口分离粉煤的设备。分离出的粗粉被送回磨钵展开再研磨,合格的煤粉被送入炉中。中速磨煤机的分离器摆设在磨煤机的上部并与磨煤机集成在一起,因此中速磨煤机的粉碎系统构造相对连贯。
图3-1-6显示分离器组件,该组件由分隔器主体折向门和内锥体构成。
在煤粉气流经折抵达刀片之后,内锥内产生旋转气流。由于离心力,粗粉被分离并沿着圆锥体的壁赶回到研磨碗中以展开再研磨。合格的煤粉由文丘里管分派。被送至四个一次空气粉煤管道,变动折叠门叶子的出发点可以调节粉煤空气的回旋强度,从而调节粉煤的细度,内锥壁上有陶瓷衬里,因此隔膜具不错的耐磨性
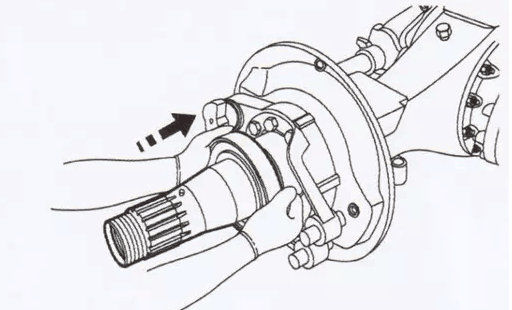
磨辊装置组装次序:
1.首先将磨辊轴大头放在地面上,GP556质量好,加热轴套,然后将其螺纹端朝下的方向收缩到磨辊轴上。
2.加热轴承3016,将其安装在磨辊轴上,并完全接触套筒的边沿,然后涂抹*硫化钼(润滑剂)。
3.将磨辊套筒放在地面上,然后将磨辊轴从细端插入到辊套中。此时,用*硫化钼涂覆轴承3616的另一端。
4.在下部压盖的顶部和底部安放一个油封,并且油封的凹槽朝外。用到钳子将卡环放在上油封上方(上油封防止漏油,GP556,下油封防止尘土进入,卡簧主要固定油封)。
5.在磨辊套的顶部放一块石棉垫,在下腺体的两个油封之间的凹槽中涂抹*硫化钼,然后在磨辊轴的上端缠上较厚的塑料,直到沿着轴套,然后将下压盖向下按压。塑料逐渐滑落(以防止破坏油封,卡簧和螺纹)。
6.在下压盖上加一个垫片,并拧紧(主要是为了防止漏油)。
7.将开口螺母安装到反向带扣中,然后在拧紧后拧紧螺栓,以防止开口螺母反向。
8.将磨辊放在衬套套件上,稳固拧紧,并确保衬套可以旋转(衬套当作密封的外层)。
9.用正扣拧紧压缩螺母2,然后用反向扣拧紧压缩螺母1,然后在螺栓上安装一个孔。(形状特点:压缩螺母1较大,有6个孔;压缩螺母2较大。有四个孔)
10.朝组装好的组件的方向旋转,将油封按照凹槽的方向放入毛坯中,然后将毛坯组件放入辊轴中,使劲打碎毛坯的边沿,使其与辊套完全接触。
11.放入7612轴承套,拧紧使其完全与磨辊套接触,然后定购适度*硫化钼,GP556,然后将轴承芯放入轴承套中。
12.用正扣GP556制造拧紧压紧螺母3,用反扣将压紧螺母4拧紧,拧紧后指向螺钉孔,然后用铁线连通相反的螺栓。
13.将石棉垫放在磨辊套筒上,安装压盖,将横臂轴调整到中间位置,然后用顶部金属丝将其固定。
14.拧紧上压盖的油塞和磨辊套筒上的两个油塞,焊接防护板,然后安装耐磨套筒。
15.检验整个磨辊旋转,以确保其可以正常工作。
我们组装的每一步都基于20年的经验。每个步骤都基于保护备件本身并为备件提供最合适的操作空间。由于油封的重要性,我们的油封采用德国进口优质油封来确保装置的运行!
GP556|GP556厂家|HP磨煤机备件(高质量的店家)由无锡科瑞棋传动机械有限公司提供。无锡科瑞棋传动机械有限公司()是一家专门从事“轴承,通用轴承,SKF轴承,FAG轴承,NSK轴承,”的企业。公司坚称“诚信经营,热情服务”的理念,为您提供优质的产品和服务。欢迎来电咨询!联系人:沈海强。